
今日雨の予報だったので、お休みにしました。
本当は M くんが来てくれるんで、仕事をしたかったんですけど。
休みにしたら、昼からは普通に晴れてしまいました。
まあ、世の中とはそういうものでしょう。。。
SV100 が戻ってきたので、代わりに ViO30 を整備に出しました。
昨日、なんかおかしな音がするし、少量、油が漏れた形跡もあったし、それ以前に作動油も足りないし、特定自主検査の時期なのです。
いやはや、お金がどんどんかかりますね。

それで、またまた、目立ての件です。
マキタの 40V Max シリーズのチェンソーで使うチェンですが、Oregon の 80TXL というものになります。
あまり詳しいことは分かりませんけど、バッテリーチェンソー向けに開発されたものだとかなんとか。
カッター自体は、マイクロチゼルに見えます。
Oregon の 21 と同じピッチですが、ゲージが 1.1mm と薄いです。
チェン自体もピッチは同じなので、リベットの穴の間隔は同じなのでしょうが、全体的に背が低くく、カッターの幅も 95 よりもさらに、というよりも目に見えて狭く、小さいです。
あと、気付くのは、デプスが 2 枚ってことですかね。
それで、450mm バーの場合 70 コマで、72 コマじゃないのね、って書いたと思うんですが、よく考えなくても、カッターの数は通常はコマ数の半分になりますから、70 コマだと、35 枚刃ってことになるわけです。
そういうわけで写真のように、同じ向きにカッターが並ぶという不細工なことになっているようです。
まあ、当然、つなぎ目で向きが並ぶわけですが、このソーチェン、そこだけストラップの色が違いますね。
ロボットだと関係ないですけど、手動で目立てする時、最初のコマにマーキングをしないと、自分はアホなので、途中で数を忘れてしまうんですが、このように色を変えておいてくれると、そこから始めたら、間違うことはないですよね。
なかなかいいことに気づきました。
どうでもいい情報でしょうが、カッターの向き自体、ロボットはちゃんと判定していて、問題なかったです。
ただ、グラインダの位置で判別しているわけではなく、センサの前を通過した時点で判別し、送り作業をする際に並び等を覚えているようで、立ち上げた時にカッターのコマを 5 個送るんです。
なもんで、カッターが飛んでいるとか、そういうレアなケースで送りが不調だと、逆になってしまうパターンがあるかもしれません。
その時はその時で、そのコマのカッター部を完全に落としてしまえば問題ないんですが。

なんと初日、やたらソーチェンが粉っぽいし、きれないなぁ、なんて思っていたんです。
とりあえず、これはダメだから目立てするかと思ってバーやチェンを外してびっくり、オイルが一滴も出てないじゃないですか。
オイルの吐出量は 3 段階調整で、中、になっているのを確認済みなんですけど、そういえば、オイル入れた記憶がない。。。
空でした。そりゃ出ねーよ。
その 1 日を含めても、まだ、2 日しか使っていないし、目立て自体もまだ 2 回目なんですが、すごく悩んでいることがあるんです。
それは、チェンの高さ(?)というか、まあ、高さとしか表現しようがないのですが、それが 80 は 21 や 95 に対して随分と低いんですね。
丸やすりを使っている人はピンとこないと思うんですけど。
グラインダで目立てする場合の話ですが、Oregon 310 などもそうですし、TimberTuff のロボットもそうなんですが、グラインダー自体は軸があって円弧を描いて倒れてくる仕組みなんです。
ほぼ例外なく。
なので、倒せば倒すほど、砥石自体は垂直に近くなるんです。
つまり、背の低いチェンだと、誤差レベルでしょうが、上刃の角度がバックスロープ気味になるということです。
もっともうまく言えないんですけど、そもそも、グラインダのホイールって、円盤なんで、先端は丸にできても、側面は平板なんですよね。
すごくすごく古い話をほじくり返します。
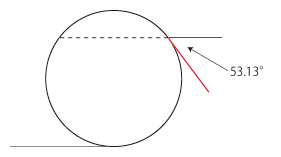 この辺りでも書いたんですが、丸やすりで教科書通りの目立て、つまり、やすりの 1/5 程度が上に出ている状態で水平に押して目立てをする、ということを実施すると、上刃の角度ですが 53.13° くらいになるようなのです。
この辺りでも書いたんですが、丸やすりで教科書通りの目立て、つまり、やすりの 1/5 程度が上に出ている状態で水平に押して目立てをする、ということを実施すると、上刃の角度ですが 53.13° くらいになるようなのです。
310 の場合、実測してみたら 60° 位なんだけど、ってことです。
まあ、7° 程なんですけど、これがずっと気になっている、というのが 1 点。
そして、今回のグラインダの傾斜がほんの数ミリですが深くなることによるさらなる角度の増加、です。
要するにますますバックスロープ気味になるんだけど、すくなくとも 310 やロボットでは調整不能という点です。
多分、気にしすぎなんだろうなとは思うのですが、どのみち調整できないので、どうしようもないことではあるんです。
それともうひとつ、実にセコイことなんですが、φ4mm の砥石で、1/5 上に出すということは、4mm の 4/5 ですから 3.2mm ほど横刃を目立てする、ってことなんだろうと思うんですけど、これってどこまで目立てせずに済むのかな、と思うのです。
そもそも、横刃は必要なんでついているんでしょうけど、3.2mm もいるのか、ということです。
というのも、80 は 21 や 95 よりもチェンの高さが低いのですから、カッターの上刃からきっちり 3.2mm 下がったところまで目立てをしようとすると、グラインダの振り下げ幅を 21 や 95 と共用できないだろう、というのが今の結論です。
そうなると、いちいち調整しないといけません。
面倒くさい。。。
それと、21 などだと顕著なんですが、310 ならまだ手動だからいいんですが、ロボットの場合、カッターが熱を帯びても知らんぷりでゴリゴリ削るんですが、下げる量を増やすと必然的に平面部分が上刃にあたりそこで削る形になります。
それはとても望ましくない状態で、砥石自体の厚みが減りますし、横刃と両方同時にガリガリやるのでメッキが変色するほど熱を持つので、なまくらになっているのでは、と思うわけです。
なので、極力横刃の切削量を減らしたいわけです。
そうしないと、砂等を噛んで上刃をある程度削って傷を消したい場合など、何回もに分けて目立てをしないといけません。
そこんところ、自動ならいいんですけど、セッティングはネジで、手動なのです。
これをいっては身もふたもないんですが、自称、違いがわからない男、ですし、じゃあ、手で目立てするのか、と言われたら NO なので、騙し騙し、いいところのセッティングを出していくしかないですね。
それで 40V Max ですが、現実問題使えるのかというと、正直にいって、使えなくはない、という評価です。
やはり、切断速度が遅いです。
特に又(Y の字)になっていたり、枝が出ていた(トの字)ところなどの形を整える作業ですが、縦挽きに近い状態になると相当しんどいです。
当然にバッテリーもガンガン減ります。
それでも、エンジンの始動作業をはしょれたり、アイドリングもありませんし、混合ガソリンを買いに行く手間と費用が要りません。
振動や騒音も軽減されているので、φ250mm くらいまでなら、そういうメリットが速度の遅さに勝る感じです。
うちは、大体それくらいの物が多いので、ちょうどイライラする太さなんですよね。
バッテリーも 2 本だとやりくりできませんでしたので、当面は、450 と併用していこうと思います。
ただまあ、今は真っ直ぐなものでも 2m 以下になるように造材しています。
これは、人力だと 4m とかだと重すぎる、ということがあるのですが、Alibaba で発注しておいたログテーブルがついに出荷されることになり、原木を油圧で素性の良いものは、3m, 4m と入ってきた長さで流せるようになります。
そうなると、チェンソーでの作業が減るので、2 本でもなんとかなるかなとも思うのですが。
一応、ブッキング情報はもらって、3/23 に出荷、3/24 に港に着いて、ETD 3/26 とのことで、B/L の番号も出てました。
あとは、ETA がいつになるかですけど、混載(LCL)になるので、前回の FCL に比べると、積み替え等があれば時間がかかるかもと思います。